What about welding preheat?
Welding preheat is the task of heat totally or partially the two base materials which we are going to join by welding, as for example two pipes, one pipe and one accessory (elbow, tee…)
By applying preheating, we will get to reduce the cooling rate, reducing the possibility of apparition of cracks and contractions due to difference of temperature in the Heat-Affected Zone (HAZ). Moreover, preheat helps to spread out the hydrogen that could be retained in the base material, which could cause cracks too. The preheat improves the mechanical properties such us hardness and fragility.
Requirements
Generally, the preheating must be done following the rules established by international standards or codes, or sometimes, more restrictive procedures issued by the client. Some of this codes are, for example, ASME code (American Society of Mechanical Engineers) or normative EN 13480 (European Normative).
In this codes or procedures will be detailed the requirements to follow when we have to apply welding preheat to one welded joint. It will be detailed the welding preheat temperature, which will be different depending on material composition (carbon steel-carbon steel, alloy steel-alloy steel, alloy steel-carbon steel…), and depending on material thickness too. The code will detail too the necessary surface to preheat in both sides of the joint, and the methods to apply the preheating, such us gas torch (manual) or electrical resistances (controlled by electrical machines)
Reaching the preheating temperature
It is important to reach the preheating temperature, but not less important is do not overpass the interpass temperature, because it could cause undesirable transformations in the microstructure of base material (for example changes of austenite to martensite) or changes in the hardness of the steel. When we talk about interpass temperature, we are talking about the temperature just before start the second pass of welding (or more, in the case of multiple pass).
Checks
To ensure that the specified requirements in the welding procedure specification or code are met, could be use temperature chalk (or thermo cryon). The cryon is designed to melt at one specific temperature. So we have to use two cryons. When we apply welding preheating, the cryon designed to melt at the preheat temperature, must melt, but the cryon designed to melt at interpass temperature must remain solid.
How should the preheating of welded joints be done?
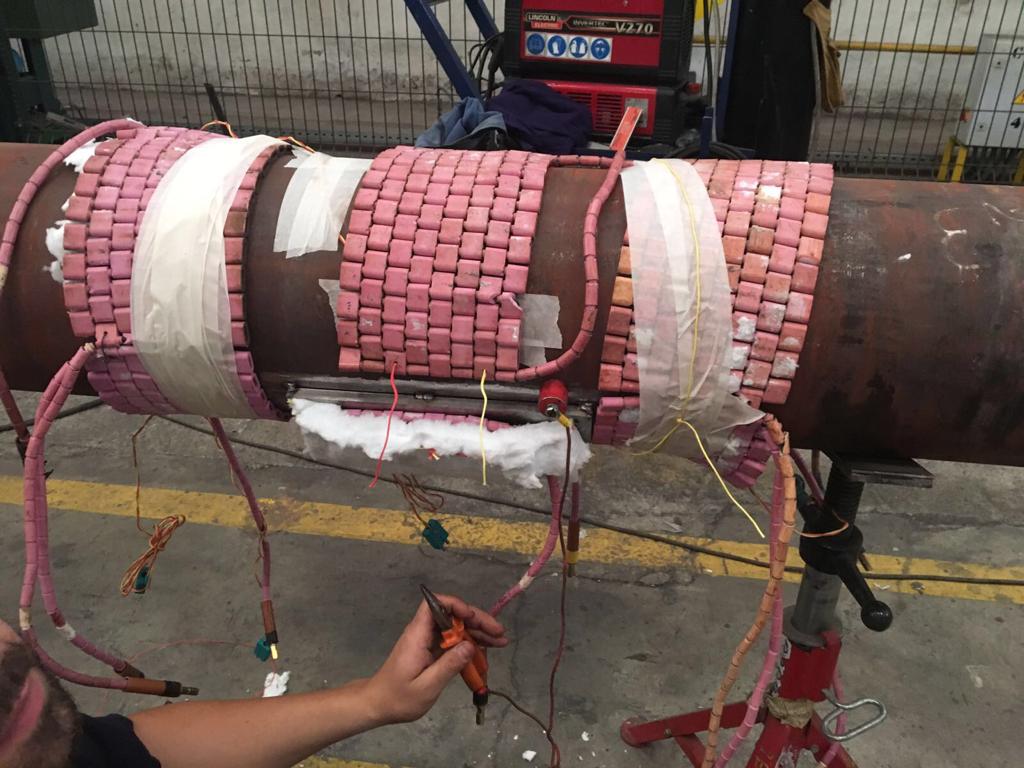
To performance the welding preheat, it could be use gas torches (burning gas to get a flame) or electrical resistances and machines. The machine, connected to the power supply, sends the energy to the resistances, fixed around the joint, and heating the base material. By the colocation of thermocouples, the temperature is constantly checked and one signal is sent to the machine, which will be precalibrated with one maximum and minimum temperature, to keep the temperature between this two values.
Vulcano offers the service of preheating welded joints
We have electrical machines for heating of 70 KVA-6 channels and 9 KVA-3 channels, suitable for preheating. We can performance the welding preheating in the installation of the client or others. It is possible to performance the preheat with our machines and our staff and it is possible too to hire the machines.
Contact us for more info!